��������ơ�Ƴ��գ��ɷݣ�����˾λ�ں�������Ϫ·545�ţ�ϵ����ơ�Ƴ��볯��ơ�������ң����ţ�����˾���ʳ����Ĵ���ơ��������ҵ����˾��2003��ͨ���������������գ���Ϊ�㽭ʡ�����������ʾ����ҵ������Ϊ�㽭ʡơ����ҵ������ɫ��ҵ����˾����ּ�ǣ��������ƣ�����ߵ���������ϵķ�������˿͵����⣻�������������͵����ĺʹ��µĹ�����ʵ����ҵ��Ч�档
��˾02�걻��Ϊ������������Ե�֮һ�����ݹ��һ����ֶܾ��Ե���ҵ����������幤�����ȵ�Ҫ��ʡ����������ĸ�������������������������飬����ϸù�˾��ʵ����������ڿ�չ������������п��������ĸ����ϰ���������˳��Ԥ�⣬�������Ӧ�ĶԲߺʹ�ʩ��
ʡ����������Ķ���ҵ������״��ȫ��ĵ��顢�������о����ֳ��������������������������Եķ���ͷ�����ʧ�㣬�ܺĺ�������Ļ��ں�������ԭ�ϵ�����Ͳ��������Ϲ���״�����豸ά��״������ԭ���ϡ����ռ������豸��Ա�����������������Ե�8��������з��������Դ�Ϊ����ȷ������ص㣬�����Ⱦ����Ŀ�꣬ͬʱʵʩ���Եĺ����еķ���������ʩ��
���С���ڶ�����ص������ϸ���������ϣ��ϸ�᳹����˱߾�����ԭ�Է��ֵ����⼰ʱ�����������������һЩ�����ޡ��ͷѷ���������������Щ���ѷ��������õ�ʵʩ���ݹ��㣬ȫ����Щ������ʵʩ�����ٿ�ʹ��ҵÿ����� 5.13�֣���ˮ 8299�֣���þ���Ч��70����Ԫ��ͬʱ���Ƴ��价����
�����ص���˵�Ԫ�������������ϸù�˾ʵ����������С����Ҫͨ������;����������ѡ��������һ��;�������ϳ��ڹ��ᣬ��ǿ���������������ȫ��ְ������������������������飬����ְ�����������ĵ�һ�ߣ��Բ������������е����������������μ������ۡ�������������ʵȷ�����һЩ��������ᣬ����������һЩ�Ƚ��к�ʵ����/�ͷѵķ������ڶ���;�����������С���Ա����������η��ֵ����⣬ͨ���������ϡ��Ա��Ƚ���ҵ�����������豸����ơ�ƹ�ҵ����ר�ҡ�����ר����ѯ���ֱ��ԭ����Ͷ�롢���ռ������豸�����̿��ơ�������������á���Ʒ��Ա���������Ȱ˸��������������������С��������ռ������ķ��������˷������ܡ�
�ڽ���г�������ռ�һ�����ϵĻ����ϣ����з����ļ���/����/���õĿ����Է����ͱȽϣ�����ѡ����Ƽ�����ѵ�ʵ�з�����
������Ҫ����CO2�ͷ�ˮ�������̣�
һ����ˮ��������
CO2��ơ�Ʒ���������Ҫ�ĸ����Ҳ��ơ������ز����ٵ���Ҫԭ���ϡ�CO2�ĺ������ò������Լ��ٻ�����Ⱦ����Լ��Դ���ģ����ҶԸĽ����칤�ա����ơ�Ƶ�����������Ҫ�����á�ơ������������ͨ���ǻ������ý���ѿ���������Ƴ���֭���ٽ��ֽ�ĸ����ĸ��������֭�е�Ӫ���ɷַ��͵Ĺ����У�ͬʱ����CO2�����ռ������ݣ�ʵ��������ÿ��������֭�ɻ��յ�CO2Ϊ20�K�����ڷ��Ͳ�����CO2���Ȳ�����������ֱ��ʹ�õ�Ҫ�����ԣ����뾭��������Һ̬CO2���پ���������̬�����Ͷ������ʹ�á��������ù������̼�ͼ4��1��
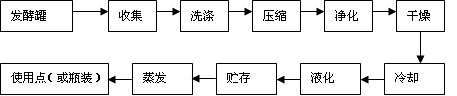
ͼ4��1 CO2�������ù�������ͼ
Ŀǰ�ù�˾�䱸��CO2����ϵͳ��������ÿСʱ1000�K���������2.2��Lơ�����Ӧ����֭����1.8��L���㣬һ��ɹ����յ�CO2������3600t���ң����������������վ��ɻ�����Ϊ11t������ơ���������������Ĵ��ڣ���������·ݿɴ�30000KL���վ��ɻ������ﵽ20t����ˣ���˾�䱸��ÿСʱ���������ﵽ1000�K���豸���ܹ���������������Ļ��գ�ͬʱ��Ϊ�˿��ǵ������豸�Ĺ���Ч�ʣ���˾��������̨500�Kѹ������ʹ�豸�������õ��������á�
������ˮ�����ۺ�����
��˾��Ϊһ��ơ��������ҵ������ˮ�����ڲ�Ʒ��ˮ�����������������ָ��Ҫ����ˣ���ν���ֱ�������������ˮҲ��Ӧ�ÿ��ǵ���Ҫ�����������������ù�˾ʵ�ж���ˮ������ķ�ˮ���л��ã��ҵ���һ���ܺõĽ�ˮ;������˾��ˮ������ˮ����վ�����������������ˮ�ܹܣ�CODָ��ﵽ50�J/L���£�SSָ��ﵽ50�J/L���£�pHֵ����6.5��7.5֮�䡣Ϊ�˼��ٷ�ˮ�ŷţ���Լˮ�����ģ��Բ��ִ��������ˮ�����˻������ã���Ҫ�����ڹ�¯����������������̻�����ۡ�ϴ���ȣ�����ˮʹ�ú��������빫˾��ˮ�ܵ��ڣ�����ѭ����������ͼ4��2��
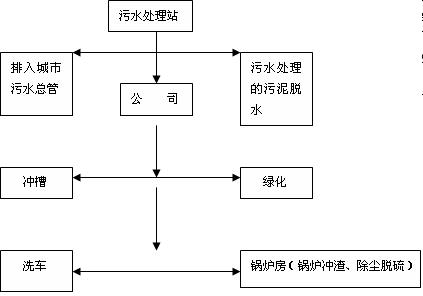
ͼ4��2 ��ˮ��������Ļ��ù�������ͼ
�������մ������CO2���ȴﵽ��99.99%����������ֱ��ʹ�õ�Ҫ��Һ̬��CO2�پ�����������ʹ����ơ��������Ϊ�ﵽ���涨�ĺ������������IJ��䣬ͬʱ�ڸ�Ũ����ϡ�ͼ����У�����CO2�û�ϡ����ˮ�е�O2����ʹ֮���ͣ�������ר�ŵġ�ϡ����̼��ˮ�����Ը����ִ�ơ�Ʒ�ζ���������ѳ����ṩ�˺ܺõ�Ʒ�ʱ�֤��CO2�Ļ�������ʹ��̬�����õ��˸��ƺͱ�����ͬʱҲ��Ч�ؽ�����������������Դ�ɱ������ģ�����ÿ��CO2����۸�940Ԫ���㣬һ��ɽ�Լ�����ɱ�338��Ԫ��
���ڹ�¯���Ļ���ˮ��Լռ�ܻ���ˮ����50%��������;ռ50%���������������������𣬹�˾Ŀǰÿ��������õ���ˮ����200��600t֮�䣬���ܻ������ɴﵽ10��t���ҡ���ˮ������ķ�ˮ�������ó�ֽ�Լ��ˮ��Դ��ͬʱҲ�����˹�˾�������ɱ������յ�ǰÿ�ֹ�ҵ������ˮ4Ԫ�ļ۸���㣬ȫ�����ֱ�ӽ�Լˮ��Լ40��Ԫ�����Ч���뾭��Ч�����ԡ�
����ʵʩ���������ȡ�õ�����ʹ��ҵ�����ʶ������������Ƿ��ι�ҵ��Ⱦ�����������������;�����γɲ��ٽ�����ҵ���ϼ��������������淶�����ѭ�������繫˾��ּ�������ģ��������������͵����ĺʹ��µĹ�����ʵ����ҵ��Ч�档
|

